随着热水锅炉的升级和改进,设备在操作控制自动化程度上得以很好的提升。热水锅炉在使用过程中其燃烧状态和水温都可以通过系统控制台进行操作,这种炉型操作简单,而且能够直观的观察锅炉的运行状况,多用于商用,如:酒店锅炉系统、学区供暖供热、医院等机构供暖供热,中小企业供暖使用也较多。 刚才说了热水锅炉的使用范围和操作优势,接下来我们来看看其结构特点,与传统蒸汽锅炉不同的是其采用三回程螺纹烟管作为传热管道,螺纹烟管则能够直接强化热能的传送效果,提高热效率,较少热量流失。小编建议用户们在使用时可以结合低燃烧室配置,这样可以提高水的循环力。主结构和烟管采用一体式焊接模式,使锅炉运行稳定,热水锅炉一般前烟室会有观察眼,可以随时查看炉内情况,后燃烧室则有可拆卸烟室门。便于维护和打扫,现有热水锅炉较燃煤或生物质燃料锅炉相比在烟尘上有巨大优势,燃气锅炉与燃煤锅炉的燃烧方式不同,这也决定了其热效率和排烟。更多用户选择热水锅炉或蒸汽锅炉替代燃煤或生物质燃料锅炉不**是为了遵守相关锅炉房改造升级标准,也是时代发展的趋势。
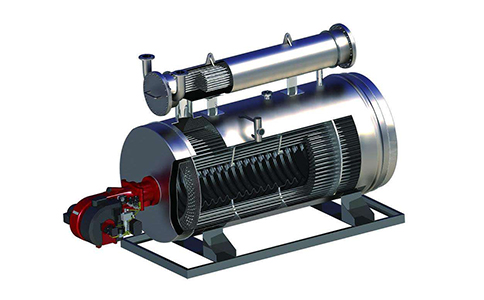
真空热水锅炉原理: 真空热水机组内部通过真空抽气后形成一个真空腔;锅炉启动后,燃料燃烧产生的热量传给受热面内的热媒水,使热媒水在炉内负压状态下蒸发成负压蒸汽;负压蒸汽上升与在真空室内的热交换器进行相变换热后,变成凝结水回流到热媒水中。 水蒸汽凝结后形成水滴流回热媒水,重新被加热气化,开始了新的循环过程; 冷凝换热部分与高温烟气充分换热,直接加热换热器内给水,烟气发生冷凝不仅放出了部分显热,也释放了大量潜热,将锅炉的效率发挥至极限! 三维真空热水锅炉热力图 真空热水锅炉五大特点 占地面积小 采用U形烟管完成三回程,一侧呈自由端,对炉胆无约束应力,空间分配合理; 冷凝器与后烟箱融为一体,进一步减小锅炉总体积; 锅炉房内无须设置板式及容积式热交换器、一次循环泵、软水处理及膨胀水箱等辅助设备,系统简单,总体占地面积小,投资费用低。 模块化运行模式可实现一个系统控制多台锅炉及辅机,通过智能软件的联控和协调,轻松调节锅炉机组搭配方式,缩小整体空间。 容垢能力强 冷却水在传热管外部流通,不易结垢且便于清理; 大容积设计,长期运行保持换热效率无衰减,并且便于冷却水流通,难以成垢; 高效低排放 运用全预混燃烧技术,空气与燃气预先混合以及表面燃烧方式都让燃烧更充分,燃烧效率更高,NOx排放量低于18mg/m³; Ultraten羽翼换热技术与螺纹技术有机结合,确保烟气在各截面流速稳定、附加阻力小,提高路体内各段换热面的利用率; 加工无焊缝弯制,一次成型,阻断空气进入,提高换热效率; 羽翼管冷凝器大容积设计,换热速度快,排烟温度比较低可至60℃,热效率比较高可达105.5%。

太阳能电池业务与以前已大不相同
美国应用材料副总裁、太阳能业务总经理查尔斯·盖伊(CharlesF.Gay)接受记者采访时就今后的太阳能电池产业前景发表了看法。
热水锅炉正在悄悄占领锅炉行业领域市场,热水锅炉前景也有着无限潜力,那么***就来为大家介绍下,热水锅炉在整个暖通系统中的使用情况。 热水锅炉之所以在市场***使用主要源于它的先进和符合发展政策对排放的要求,目前蒸汽锅炉行业面临比较大的挑战就是排污,极个别城市也已经开始实施低氮排放标准。那么对于热水锅炉排污工作需要注意哪些问题呢,接下来和小编进行简单的了解吧。 锅炉设备在排污工作之前要把蒸汽锅炉的水位点调到高于正常水位状态,同时要查看排污阀的温度,如果勘查温度较高则说明排污阀有泄漏则要及时检查原因,尽早消除。同时还要定期检查排污管的排污工作,避免因排污管不畅通破坏到水循环系统。同时还要及时排污,换班工作交接后要及时检查蒸汽锅炉的排污管。 对于排污工作的进行时间段,比较好实在锅炉进行压火之后,或选择负荷较低时进行排污工作,选择这个时间段原因是因为此时锅炉内的水循环对流比较缓慢,管道内的污垢也是容易堆积的时候,所以这个时间段排污的话效果相对较好,也不会对蒸汽热水锅炉的出力造成影响。对于排污的过程建议大家要在间隔短多重复的情况下进行,这样可以使污垢更集中更快速的排出。排污过程中操作人员一定不要离开现场,注意水位变化情况,以免造成炉内出水的现象。
锅炉上水时水位不宜太高,对热水锅炉,当锅内水位上升至水位表的低水位线与正常水位线之间即可休止上水。 当发现泄漏时,应拧紧螺丝;若仍旧泄露,则应休止上水,并放水至适合水位,更换密封垫片,待消除泄漏后再重新上水。 留意:上水时,应开启锅筒沙锅内的空气旋塞,以便在锅筒上水时排除锅炉内的空气。 上水的同时,应留意检查人孔盖、手孔盖、法兰接合面及排污阀等有无漏水现象。 1、上水 在锅炉点火前的检查工作完毕后,即可进行锅炉的上水工作。进水钱,应先将给水管道、省煤器内的空气排除,以免产生水击。 热风烘炉时,热风温度不应超过250 ℃,温升速度用调节热风量来实现。 如采用蒸汽烘炉后热风烘炉,炉墙灰浆干燥程度达不到尺度时,4.43万元/(t/h)可在后期补用燃料烘炉。 锅水温度控制在90℃左右,水位保持正常。烘炉过程中,一般不启动引风机、而利用挡板、风门的开关,将炉墙蒸发出来的湿气排出。 2、蒸汽烘炉和热风烘炉 蒸汽烘炉时,锅筒内水位上至低水位,然后用0.29~0.3MPa的饱和蒸汽从水冷壁下集箱的排污阀处连续、平均地送入锅炉,逐渐加热锅水! 烘炉过程中的温度上升速度,应按过热器后的烟温进行控制;对于转砌炉墙,天温升不宜超过80 ℃,以后天天温升不宜超过25 ℃,后期烟温不宜超过160 ℃。炉是通过燃烧器加热的。 燃料和烘炉。烘炉的初三天,用木柴进行烘烤。木柴用堆放在炉膛的中间,点燃木柴后,采用小火烘烤,将烟道挡板开启约1/6~1/5,使烟气缓慢活动,维持锅水温度70~80℃。
适用于生物质的热水锅炉安全技术监察规程***章 总则一、《热水锅炉安全技术监察规程》适用范围包括生物质热水锅炉,燃煤热水锅炉,电加热热水锅炉,空气源和锅炉范围内管道。二、进口固定式热水锅炉或国内生产企业引进国外技术,按照国外标准生产且在国内使用的固定式热水锅炉,也应符合本规程的基本要求。特殊情况如与本规程基本要求不符合时,应事先征得劳动部锅炉压力容器安全监察机构同意。第1条 为了保证热水锅炉安全经济运行,促进国发经济的发展,保护人身安全,根据《锅炉压力容器安全监察暂行条例》的有关规定,特制定本规程。第2条 本规程适用于同时符合下列条件的以水为介质的固定式热水锅炉: 额定热功率大于或等于0.1MW。 额定出水压力大于或等于0.1Mpa。 对于上述范围以外的固定式承压锅炉,省级劳动部门锅炉压力容器安全监察机构可参照本规程结合本地具体情况制订安全监察规定。汽水两用锅炉应符合《蒸汽锅炉安全技术监察规程》,并应符合本规程。本规程不适用于电加热的锅炉。第3条 锅炉的设计、制造、安装、使用、检验、修理和改造必须符合《锅炉压力容器安全监察暂行条例》的有关规定,并符合本规程。各有关单位及其主管部门必须认真执行本规程。各级劳动部门锅炉压力容器安全监察机构负责监督本规程的执行。第4条 本规程的规定是锅炉安全技术方面的基本要求。有关技术标准的要求如果低于本规程或与本规程相抵触,应以本规程为准。第5条 有关单位由于采用新技术,其要求与本规程不符时,应当进行必要的科学试验,并经省级主管部门和省级劳动部门锅炉压力容器安全监察机构审查同意后,在指定单位和一定时间内试用,同时报劳动部锅炉压力容器安全监察局备案。第二章 一般要求锅炉安装质量的分段验收和水压试验,由锅炉安装单位和使用单位共同进行。总体验收时,除锅炉安装单位和使用单位外,一般还应有劳动部门锅炉压力容器安全监察机构派员参加。第6条 锅炉的设计必须符合安全、可靠的要求。钢制锅炉受压元件的强度应按GB9222《水管锅炉受压元件强度计算》或JB3622锅壳式锅炉受压元件强度计算》进行计算和校核。第7条 锅炉受压元件的制造应符合本规程的要求并符合锅炉专业技术标准的有关规定。锅炉安全附件的质量应符合有关技术标准。 安全阀、温度计、压力表、排污阀、排气阀不全的锅炉不准出厂。第8条 锅炉出厂时,必须附有下列与安全有关的技术资料: 锅炉图样; 受压元件的强度计算书; 安全阀数量和流道直径的计算书; 水流程图及水动力计算书; 锅炉质量证明书; 锅炉安装说明书和使用说明书; 受压元件设计更改通知书。
热水锅炉系统,各台热水锅炉根据各自的主调节器比例带的大小改变所带的负荷。热水锅炉燃料调节子系统采用与汽轮机功率―频率电液调节系统相类似的前馈―反馈串级调节系统。主调节器采用比例调节器,与汽轮机功率―频率电液调节系统中的频差放大器相对应,其比例带相当于汽轮机的不等率,其大小表示热水锅炉带负荷能力的大小,比例带越大,热水锅炉带负荷能力就越强;副调节器采用比例积分调节器,与汽轮机功率―频率电液调节系统中的功率调节器相对应;引入燃料量反馈信号,与汽轮机功率―频率电液调节系统中的引入汽轮机***级压力信号相对应,其作用是快速消除热水锅炉燃料量的自发性扰动。
生物质颗粒燃料生产流程 木屑、木质生物颗粒燃料生产由原料、筛分、干燥、旋风分离、成型制粒、冷却、筛分、成品等过程组成,同时,各部分都配有严格的质量监控系统,以确保产品的品质。 木质颗粒燃料生产流程图 原料堆场:原料以锯末、木屑为主。原料库面积500平方米左右,为保证燃料正常、持续生产,需要至少保证15天左右生产的原料需求。因此需堆放500~600吨原料。原料库搭建顶棚防雨、防雷、防风,与生产区和生活区的防火间距大于50米,距公路大于30米,距电力变压器大于30米,并采取隔离措施和设置完备的防火配套设施,以确保安全。 筛分流程:原料通过绞龙输送机输送到筛分机(3kW)进行筛分,提出较大木块或铁钉等杂物。 干燥工序:生物质成型燃料对原料的含水量有较严格的要求,原料经过筛分后,通过绞龙输送机输送到滚筒式烘干机通过热风进行干燥。 旋风分离流程:原料烘干后在传送的过程中,通过后有大量的湿气存在,通过旋风分离器将湿气排走。该系统设置2台旋风分离器,成型后的燃料经冷却后亦需要旋风分离器对成型燃料和湿气进行分离。 物料输送流程:本系统物流传送需要相应的传送设备。根据需要,本次设计采用了螺旋输送机、绞龙输送机和提升机将物料输送到相应的设备。 制粒成型流程:生物质颗粒燃料成型机为生产线关键设备,本系统采用经农业部鉴定的485型生物质颗粒燃料制粒机,功率96kW,产量可达 1.5吨/小时。该设备可以适用锯末、玉米秸秆、豆秸、棉秸和花生壳等不同原料,设备运行稳定。加工而成的木质颗粒燃料密度可以达到1.0-1.3吨/立方米。本系统配置3台制粒机,其中2台使用,一台备用。 冷却工序:出料生物质时颗粒燃料温度高达80~90℃,结构较为松弛,容易破碎,须经过逆流式冷却系统,冷却至常温后方可装袋入库或经皮带输送机和提升机送入筒仓。此套装置设有冷却风机和旋风分离器,可将分离出来的粉末返回到前面工序,进行再造粒。 筛选工序:经过冷却后的颗粒燃料,采用振动筛进行筛选,需经过筛选,将碎料筛选出来,确保生物质颗粒燃料的出厂质量。经过筛选出来的碎料,返回到前面工序,进行再造粒。 成品仓:将加工后的成品颗粒,经提升机送入成品仓,以备装袋入库。 装袋入库:本次设计采用包装输送机进行计量和入带包装,送入成品库。 筒仓系统:根据用户需要,也可采用散料运输,即由成品仓将颗粒燃料经皮带输送机和提升机,直接送入筒仓进行存储,采用汽车将颗粒燃料直接送往用户。
热水锅炉的注意事项:1、锅炉的检验。燃气锅炉每年进行一次定期检验,未经安全定期检验的锅炉不得使用。锅炉的安全附件安全阀每年定期检验一次,压力表每半年检定一次,未经定期检验的安全附件不得使用。2、严禁将常压锅炉安装为承压锅炉使用。严禁使用水位计、安全阀、压力表三大安全附件不全的锅炉。 热水锅炉的结构:炉膛设计炉膛设计需要充分考虑使用燃料的特性。每台锅炉应尽量燃用原设计的燃料。燃用特性差别较大的燃料时锅炉运行的经济性和可靠性都可能降低。锅筒是自然循环和多次强制循环锅炉中,接受省煤器来的给水、并向过热器输送饱和蒸汽的圆筒形容器。锅筒简体由质量厚钢板制成,是锅炉中重要的部件之一。 热水锅炉常见事故及原因:燃烧不完全由燃料组分过重而导致燃料燃烧不完全,缝隙挡板作为粗分离元件_天然气锅炉使GAH挟热面上积聚可燃物。锅炉以外购渣油、裂化残油和抽余C4燃料为多,它们的组分较重,黏度较高,浴池**锅炉自燃点低,燃烧时易析碳,蒸汽雾化燃料时破碎能力也很差,大分子油滴含量高,油***喷嘴易堵塞,中、低压浴池**锅炉锅炉常用挡板和因此经常影响燃油的雾化质量和燃烧效果。运行时如果燃烧调整不当,风量不足或配风不合理以及工艺工况波动时,会来不及使炭黑燃烧完全而产生黑烟。炉瞠内没有完全燃烧的油粒被烟气带到锅炉尾部GAH换热面上开始沉积。
散件出厂锅炉的集箱及其类似元件,应以元件工作压力的1.5倍的压务在制造单位进行水压试验,并在试验压力下保持5mm。无管接头的集箱,可不单独进行水压试验。 对接焊接的受热面管子及其他受压管悠扬,应在制造单位逐件进行水压试验,试验压力为元件工作压力的2倍,在此试验压力下保持10~20s。工地组装的受热面管子、管道的焊接接头可与本体同时进行水压试验。 水压试验方法应按照本规程第154条的规定。水压试验的结果,应符合本规程第155条的规定。第七节 焊接接头的返修第72条 如果受压元件的焊接接头存在不允许的缺陷,施焊单位应找出原因,制订可行的返修方案才能进行返修。补焊前,缺陷区应做外观和无损探伤检查。要求焊后热处理的元件,补焊后应做焊后热处理。同一位置上的返修不应超过三次。第八节 用焊接方法的修理第73条 锅炉受元件进行挖补时,补板应是规则形状且四个角应为半径不小于100mm的圆角。 锅炉受压元件不应采用贴补的方法修理。第74条 在锅筒补、更换封头或管板、去除裂纹后的补焊之前,修理单位应进行焊接工艺评定。工艺试件必须由修理单位焊接。工艺试件的化学成份分析和力学性能试验允许委托外单位做。第75条 在锅筒和炉胆挖补、更换封头或管板、去除裂纹后的补焊之后,应对焊缝按有关规定进行外观检查、射线探伤或超声波探伤、水压试验。 对接焊缝的超声波探伤应接JB1152《锅炉和钢制压力容器对接焊缝超声波探伤》的规定执行。对于额定出口热水温度高于或等于120℃的锅炉,对接焊缝质量达到Ⅰ级为合格。对于额定出口热水温度低于120℃的锅炉,对接焊缝质量不低于Ⅱ级为合格。第76条 修理经热处理的锅炉受压元件时,焊接后应进行焊后热处理。第六章 胀接第77条 在正式胀接前应进行试胀,以检查胀管器的质量和管材的胀接性能。在试胀中,要对试样进行比性检查,检查胀口部分是事有裂纹,胀接过渡部分是否有剧烈变化,喇叭口根部与管孔壁的结合状态是否良好等,然后检查管孔壁与管子外壁的接触表面的印痕和啮合状况。根据检查结果,确定合理的胀管率。 需在安装现场进行胀接的锅炉出厂时,锅炉制造单位提供适量同钢号的胀接度件。第78条 施工单位应根据锅炉设计图样和试胀结果制订胀接工艺规程。胀接操作人员应经过培训,严格按照胀接工艺规程进行操作。第79条 胀接管子的锅管或管板的厚度不应小于12mm。胀接管孔间的距离不宜小于19mm。外径大于102 mm的管子不宜采用胀接。
相关文章

电蒸汽锅炉家用_家用电磁供暖炉.

河南远大锅炉_蒸汽锅炉水

热水锅炉水循环咋操作_热水锅炉事故

学校燃煤锅炉改造方案_沈阳燃煤锅炉
燃气燃油热水锅炉燃烧器原理_家用小型锅炉实景
热管热回收厂家_锅炉脱硫除尘器厂家

电加热蒸汽锅炉_生物质导热油炉

