3)电机轴承采用全封闭滚珠轴承,无需加润滑油
②选择时未考虑风机本身全压值编差P的影响,当风机实际全压为正偏差时,则流量增大;为负偏差时,则流量减小。
印度和法国已经承诺为发展中国家的太阳能项目提供超过20亿美元的资金。可再生能源分析人士说,这些资金有潜力在这些国家大幅提升太阳能技术,但也有人认为,**应该把重点放在消除制约可再生能源发展的障碍上。
热水锅炉内部检查与使用准备、 炉膛及烟道内的检查、锅炉附件的检查、自动控制系统的检查、附属设备的检查、燃烧设备的检查、辅助受热面的检查、热水锅炉在运行前一定要做一些检查,这些检查都是我们不可小视的,有可能因为我们的忽视而造成非常严重的后果。所以我们一定要防微杜渐,在热水锅炉运行前一定要认真检查以下各项。1、包括锅炉内部检查与使用准备。2、炉膛及烟道内的检查,炉膛及烟道内的积灰及杂物应***干净。风道及烟道的调节门,闸板须完整严密,开关灵活,启闭指示准确。3、锅炉附件的检查,检查安全附件是否完好;旋塞是否旋转灵活、好用;各种仪表和控制装置应齐全,好、清洁。检查合格后,应使压力表旋塞处于工作状态。4、自动控制系统的检查。5、附属设备的检查。6、燃烧设备的检查,检查燃烧装置是否完好;对机械传动系统,输煤系统,出碴系统试转正常;调速箱安全弹簧压紧程度应适当,润滑良好;煤闸板尺指示正确.老鹰铁整齐、完好,翻碴板完整,动作灵活。7、辅助受热面的检查,检查辅助设备(引风机、鼓风机、水泵等)联轴器是否连接牢固;三角皮带松紧适当;润滑油应良好、充足;冷却水畅通。检查合格后,装好安全防护罩,分别进行试运转,并注意空转时的电流。
创造特色烘干机***提升我国烘干机的质量
创造特色烘干机***提升我国烘干机的质量
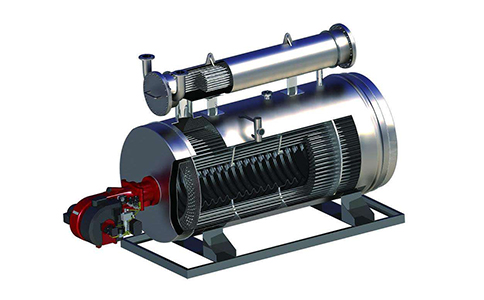
***:炉体泄露:焊缝、密封部位、钢材的轻微泄漏。 第二:不凝性气体的产生(无法预防):热媒水和炉体(钢板)会发生化学反应,释放出一种不凝性气体(H2),不凝性气体将直接影响真空锅炉的真空度。但化学反应同时在钢板表面同时形成一种保护膜(氢氧化铁),阻碍该化学反应,按照经验此化学反应将在锅炉运行2~3年内停止。 当真空锅炉内部产生不凝性气体时,压力会随之上升,也就是所说的真空度破坏。真空锅炉内部产生的不凝性气体对换热效率的影响是很严重的。当不凝性气体体积含量达到0.2%的时候,热效率降低20~30%,出水温度提高不上去,降低锅炉出力,所以真空锅炉运行时,必须把不凝性气体抽出去。

《特种设备安全监察条例》所定义的锅炉是指利用各种燃料、电或者其他能源,将所盛装的液体加热到一定的参数,并对外输出热能的设备。其范围规定为容积大于或者等于30L的承压蒸汽锅炉;出口水压大于或者等于0.1MPa(表压),且额定功率大于或者等于0.1Mw的承压热水锅炉;有机热载体锅炉。摘自中华人民共和国《特种设备安全监察条例》热水锅炉包括电热水锅炉、燃油热水锅炉、燃气热水锅炉及燃煤热水锅炉等,热水锅炉就是生产热水的锅炉,是指利用燃料燃烧释放的热能或其它的热能(如电能、太阳能等)把水加热到额定温度的一种热能设备。
现在,有些家中的暖气片已经温乎了,随后两日,随着市供热处的锅炉逐渐升温,居民室内温度将达到正常供暖温度。市供热模块锅炉在13日开始了点火。锅炉停运了半年多时间,需要逐渐提升炉内温度才能保证锅炉的运行安全。经过两天时间的升温,15日,暖气将升温到正常水平。
尽量在正式起吊之前进行试吊,比如说先将锅炉钢架的组件稍稍吊空,然后对机具、索具、夹具和组件有无变形、损坏等异常情况进行***检查;没有问题会后在一次性吊装到位。
散件出厂锅炉的集箱及其类似元件,应以元件工作压力的1.5倍的压务在制造单位进行水压试验,并在试验压力下保持5mm。无管接头的集箱,可不单独进行水压试验。 对接焊接的受热面管子及其他受压管悠扬,应在制造单位逐件进行水压试验,试验压力为元件工作压力的2倍,在此试验压力下保持10~20s。工地组装的受热面管子、管道的焊接接头可与本体同时进行水压试验。 水压试验方法应按照本规程第154条的规定。水压试验的结果,应符合本规程第155条的规定。第七节 焊接接头的返修第72条 如果受压元件的焊接接头存在不允许的缺陷,施焊单位应找出原因,制订可行的返修方案才能进行返修。补焊前,缺陷区应做外观和无损探伤检查。要求焊后热处理的元件,补焊后应做焊后热处理。同一位置上的返修不应超过三次。第八节 用焊接方法的修理第73条 锅炉受元件进行挖补时,补板应是规则形状且四个角应为半径不小于100mm的圆角。 锅炉受压元件不应采用贴补的方法修理。第74条 在锅筒补、更换封头或管板、去除裂纹后的补焊之前,修理单位应进行焊接工艺评定。工艺试件必须由修理单位焊接。工艺试件的化学成份分析和力学性能试验允许委托外单位做。第75条 在锅筒和炉胆挖补、更换封头或管板、去除裂纹后的补焊之后,应对焊缝按有关规定进行外观检查、射线探伤或超声波探伤、水压试验。 对接焊缝的超声波探伤应接JB1152《锅炉和钢制压力容器对接焊缝超声波探伤》的规定执行。对于额定出口热水温度高于或等于120℃的锅炉,对接焊缝质量达到Ⅰ级为合格。对于额定出口热水温度低于120℃的锅炉,对接焊缝质量不低于Ⅱ级为合格。第76条 修理经热处理的锅炉受压元件时,焊接后应进行焊后热处理。第六章 胀接第77条 在正式胀接前应进行试胀,以检查胀管器的质量和管材的胀接性能。在试胀中,要对试样进行比性检查,检查胀口部分是事有裂纹,胀接过渡部分是否有剧烈变化,喇叭口根部与管孔壁的结合状态是否良好等,然后检查管孔壁与管子外壁的接触表面的印痕和啮合状况。根据检查结果,确定合理的胀管率。 需在安装现场进行胀接的锅炉出厂时,锅炉制造单位提供适量同钢号的胀接度件。第78条 施工单位应根据锅炉设计图样和试胀结果制订胀接工艺规程。胀接操作人员应经过培训,严格按照胀接工艺规程进行操作。第79条 胀接管子的锅管或管板的厚度不应小于12mm。胀接管孔间的距离不宜小于19mm。外径大于102 mm的管子不宜采用胀接。
相关文章

河南太康县地图_河南四通生物质燃烧机

10蒸吨以下燃煤锅炉_山东燃煤锅炉招标

上海上浦电器集团有限公司_上海大强锅炉有限公司

全自动燃气蒸汽锅炉_天然气储气罐
燃油锅炉 污染_东北燃油锅炉厂家报价
江苏燃油锅炉厂_燃油锅炉 工业锅炉
燃气锅炉各种参数_燃气锅炉低氮改造厂家

